咨询热线: 165-7620-4888
产品中心
Product



聚四氟乙烯在仪表产品上的应用
聚四氟乙烯英文名称为Polytetrafluoroethyl-ene,简称PTFE或F4,为全氟化直链高聚物,结构式为-(CF2一CF2)-n,由四氟乙烯单体(TFE)聚合制得。由于PTFE分子中C一F键的键能高且稳定,C一C主链完全被体积较大的氟原子所遮蔽,故其耐化学腐蚀性能极佳,甚至超过贵金属。除全氟烷烃、
全氟氯烷烃能轻微溶胀PT℉E外,只有熔融状态碱金属、三氟化氯、元素氟在高温高压下对其起作用,其它所有介质如酮类、醚类等有机溶剂、浓酸、浓碱、强氧化剂(即使在高温)均不能对它起作用。在诸多防腐蚀材料中,PTFE是目前仪表防腐蚀中应用最多、效果最好的材料之一。
1.仪表防腐常用工艺介绍
PTFE在仪表中的应用形式有内衬和外包;内衬用于仪表内部能够接触到强腐蚀性介质的部位,而外包则用于仪表外部能够接触到强腐蚀性介质的部位。两者的目的都是利用PTFE的强的耐化学腐蚀性,起到保护仪表不受腐蚀性介质的腐蚀。
PTFE内衬技术有松衬和紧衬两种,而外包防腐目前多以缠绕烧结法为主。
1.1内衬工艺
制造内衬的工艺流程如图1所示。实施内衬工艺需注意以下几点:
(1)内衬材料选用车削厚度3mm、宽度1400mm以下的PTFE板材,该板材经2万V高压电扫描无击穿,且板面平整;
(2)将经过检测合格的板材放到事先配好的活化剂溶液中进行单面处理,一般要求活化剂现配现用,经活化处理的板材在两天内使用,以防氧化;

(3)被衬金属面必须平整光滑,松衬金属面上涂防锈漆,内衬筒体应有Φ2~3mm排气孔;
(4)焊接可采用热压法和热风法。热压法选用铝合金做焊刀加热至380士5℃,施压1~2MPa进行热压焊接;而热风法用惰性气体作介质加热至420~480℃使PTFE焊接面熔融,同时将焊条或焊接物压合在一起。由于PTFE分解物有毒,施工现场应强制通风;
(5)内衬材料经焊接、翻边后,必须对其逐点检测(用2万VHD-1型微检测仪测定),并通水加压检漏,无泄漏现象者为合格品。
1.2外包工艺
仪表外包防腐目前以聚四氟乙烯缠绕烧结法居多,该方法简单、易操作、可靠性高,其工艺流程如图2所示。
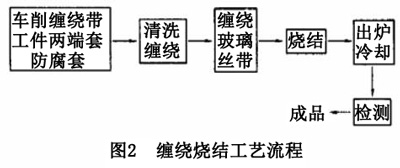
缠绕烧结工艺需注意以下几点:
(1)缠绕带车削厚度0.1~0.12mm,宽度15一18mm;
(2)在缠绕前将被包的工件表面抛光,并处理干净,两端套紧PTFE防腐套,缠绕PTFE带,缠绕层数以5~8层为宜(特殊要求可适当厚一些,但一般不超过3mm);ZUI后缠绕一层玻璃丝带。缠绕时用力要均匀,防止PTFE带断裂或缠不紧。否则烧结时容易开裂;
(3)烧结在高温炉中进行,烧结时,随着温度的升高,型坯体积发生膨胀,在熔点附近其体积膨胀率高达25%,因而要控制升温速度,若升温过快会导致膨胀不均而产生内应力,使包层变形或开裂;而升温过慢则烧不透,使包层不可靠;冷却可采用空气自然冷却法;
(4)出炉冷却后用高频电火花检测器仔细检查各部位有无极小的砂眼、裂纹或其它缺陷隐患,检查的重点应放在两端,检验合格者为成品。缠绕烧结致密性较好,不易剥落,耐一般冲击,层厚0.05~3mm可选,防腐效果好,经济、可靠。缺点是工件外型要求较高,温度响应滞后约10s(厚1mm)。
聚四氟乙烯用于仪表防腐还有一种方法是喷涂。喷涂具有工艺简单、加工方便快捷、对工件外型要求少、基本无响应滞后等优点。缺点是表面处理要求较高,致密性差,有针孔,易龟裂、剥落,不耐冲击,涂层薄(0.06mm),防腐效果一般。
以一次仪表为基础,以防腐为特色将氟材料应用于一次仪表防腐作为产品创新的融合点,对照各种工艺的优缺点,总结出成型翻边、缠绕烧结、紧衬松衬等加工工艺,并相继推出以PTFE为隔离防腐材料的系列产品,如用于压力测量与控制的衬F4法兰式隔膜不锈钢压力表,用于温度测量与控制的衬F4热电偶、热电阻、双金属温度计,用于流量测量与控制的衬F4流量计,用于物位测量与控制的全衬F,磁翻板液位计、导波雷达液位变送器等,在工程中得到了广泛的应用,很好地解决了强腐蚀性介质中仪表使用的问题。
比如,某公司生产介质为30%的盐酸,起初选用法兰式钽膜片隔膜压力表,平均更换周期为4个月,后来选用本厂衬F4法兰式隔膜不锈钢压力表,膜片用316衬F4,平均更换周期延长至2年;某公司的氢氟酸储槽,由于氢氟酸腐蚀性极强,起初选用进口电容液位计,使用1年即被腐蚀,而采用本厂全
衬F4磁翻板液位计,从2001年9月使用至今性能完好。
3.结语
随着仪表工业的迅猛发展,仪表防腐问题受到普遍的关注。在大量的仪表生产中,由于PTFE具有的独特性能而被广大企业采用,它是目前仪表防腐上应用最多、效果佳的材料之一。聚四氟乙烯必将在各种腐蚀场合有更大的作为。
- 上一篇:质量流量计在石化气体计量上的应用
- 下一篇:煤气流量计量仪表的选型与维护

江苏正邦仪表有限公司
手机:165-7620-4888
邮箱:252223668@qq.com
地址:江苏省淮安市金湖县工一路16号
QQ: 252223668
- 返回顶部
- 165-7620-4888
- 在线咨询
- 微信二维码
